In high-pressure industrial systems, sealing failure rarely happens suddenly. In most cases, the problem begins much earlier through small dimensional shifts, uneven gasket compression, thermal distortion, or internal material instability that gradually weakens flange performance over time. Refineries, fertilizer plants, LNG terminals, offshore platforms, steam pipelines, and petrochemical facilities operate under process conditions where flange assemblies remain exposed to continuous pressure fluctuation, vibration, thermal cycling, and aggressive media transfer for years without interruption. Under these operating conditions, the flange itself becomes more than a connecting component inside a piping line. It becomes a pressure-retaining structural part responsible for maintaining mechanical integrity throughout the system.
Because of this, modern industrial buyers no longer evaluate suppliers only by flange size range or production volume. Advanced forged flanges manufacturers are increasingly judged by their ability to maintain metallurgical consistency, machining precision, repeatable grain flow, thermal stability, and inspection accuracy across every production batch.
A forged flange may appear dimensionally acceptable during dispatch inspection while still carrying localized structural inconsistency capable of affecting long-term sealing behavior later in service. In high-temperature steam applications, even slight surface deviation may gradually reduce gasket seating pressure after repeated expansion and contraction cycles. Inside hydrocarbon systems operating under elevated pressure, unstable hardness distribution may eventually affect bolt-load retention across the flange face.
This is why modern flange manufacturing has become deeply process-oriented rather than production-oriented.
The strongest manufacturers are not simply producing more flanges. They are controlling more variables throughout the entire manufacturing cycle.
Raw Material Stability Determines Pressure Performance Long Before Forging Begins
The long-term sealing reliability of a forged flange starts with steel chemistry.
Forging quality cannot compensate for unstable raw material composition. Small variations in sulfur level, carbon percentage, phosphorus concentration, or alloy balance may later influence grain refinement, hardness response, fatigue resistance, and dimensional behavior under thermal loading conditions.
For this reason, advanced forged flanges manufacturers increasingly maintain strict incoming material verification systems before billets enter production.
Modern raw-material validation commonly includes:
| Validation Process | Operational Purpose |
| Spectrochemical testing | Alloy verification |
| Mechanical testing | Strength confirmation |
| Heat-number identification | Traceability control |
| Inclusion analysis | Structural cleanliness |
| Mill certificate review | Material accountability |
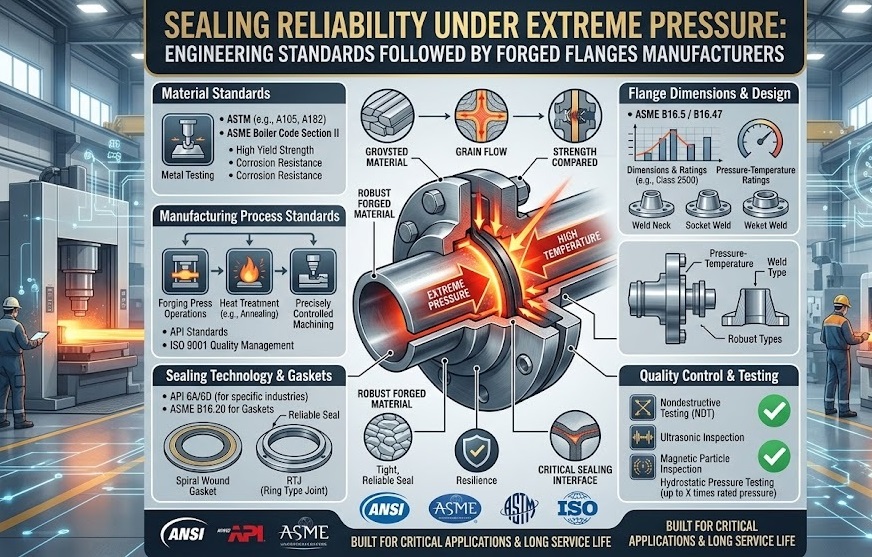
Pressure-retaining applications commonly use grades such as ASTM A105, ASTM A182 F304, ASTM A182 F316, duplex stainless steel, and alloy-steel materials intended for elevated-temperature service environments.
Inside large refinery systems operating beyond 100 bar pressure conditions, material inconsistency may slowly influence flange deformation behavior during long-term service exposure. The effects may not appear immediately after installation, but repeated pressure cycling gradually exposes instability within the structure.
Manufacturing consistency therefore starts before forging deformation even begins.
Thermal Stability During Billet Heating Influences Grain Refinement
Heating steel for forging is not simply a matter of reaching high temperature. The thermal condition inside the billet directly affects how the material behaves under compression.
Uneven billet heating creates unstable material-flow conditions during forging. Overheated regions may develop coarse grain growth while colder areas resist deformation and generate localized internal stress concentration.
Advanced forged flanges manufacturers therefore increasingly rely on digitally monitored reheating systems capable of maintaining stable thermal distribution across the billet section.
Depending on alloy composition and flange dimensions, billets are commonly heated between approximately 1,100°C and 1,250°C before entering hydraulic presses.
Large cross-section billets often remain inside reheating furnaces for extended soaking periods because internal temperature stabilization becomes essential for maintaining uniform deformation during compression.
The heating stage influences several structural variables simultaneously:
| Thermal Variable | Manufacturing Effect |
| Uniform temperature | Stable deformation |
| Controlled heating rate | Better grain structure |
| Proper soaking duration | Reduced internal stress |
| Stable thermal profile | Improved material flow |
| Balanced billet condition | Better forging repeatability |
The objective is not merely softening steel for shaping. The larger goal is maintaining predictable metallurgical behavior before deformation begins.
Controlled Forging Pressure Improves Structural Continuity
The primary structural advantage of forging comes from directional grain flow.
During controlled compression, the grain orientation follows the geometry of the flange itself. This directional continuity improves fatigue resistance, impact toughness, and pressure-bearing capability under demanding operational conditions.
However, these structural improvements depend heavily on deformation control.
Insufficient compression may leave coarse grain zones or internal segregation regions inside the flange structure. Excessive localized pressure may create unstable material flow and directional stress concentration.
Advanced forged flanges manufacturers therefore monitor:
- Reduction ratio
- Press-load distribution
- Material-flow direction
- Forging-cycle timing
- Die filling consistency
- Flash formation behavior
Large hydraulic presses operating between approximately 3,000 tons and 10,000 tons are commonly used for industrial flange production because stronger compressive loading improves grain consolidation and internal density.
This becomes especially important in applications involving steam-transfer systems, refinery pipelines, offshore process units, and chemical-processing networks where flange assemblies remain under continuous operational stress.
Machining Accuracy Directly Influences Sealing Efficiency
Even structurally strong forged flanges may fail to maintain reliable sealing if machining precision becomes inconsistent.
Modern piping systems operate under extremely tight dimensional tolerances because relatively small geometric variation may influence gasket compression and bolt-load distribution across the sealing face.
Advanced forged flanges manufacturers increasingly integrate CNC machining systems and coordinate dimensional verification into regular production workflows.
Critical machining parameters commonly monitored include:
- Facing flatness
- Bore concentricity
- Surface roughness
- Bolt-hole alignment
- Flange thickness
- Geometric symmetry
Raised-face flanges and ring-type-joint flanges used in refinery and offshore systems often require highly controlled surface-finish values because gasket seating behavior depends heavily on machining consistency.
For example, RTJ groove dimensions may require machining precision within fractions of a millimeter because relatively small geometric variation may later affect metal-gasket sealing performance under high-pressure operating conditions.
Machining stability therefore directly affects operational reliability.
Heat Treatment Stabilizes Mechanical Behavior
Forged flanges continue carrying internal residual stress after deformation and cooling finish.
Without controlled thermal stabilization, these stresses may later influence hardness distribution, dimensional stability, and fatigue resistance during operation.
Heat treatment therefore remains one of the most technically important stages inside modern forged flanges manufacturers operations.
Advanced heat-treatment systems increasingly rely on programmable furnace controls capable of maintaining repeatable heating and cooling conditions throughout production schedules.
Common thermal-processing operations include:
| Heat-Treatment Process | Structural Objective |
| Normalizing | Grain refinement |
| Quenching | Hardness enhancement |
| Tempering | Residual stress balancing |
| Solution annealing | Corrosion resistance improvement |
Modern heat-treatment monitoring commonly includes:
- Furnace atmosphere stability
- Temperature uniformity
- Heating-rate control
- Cooling-sequence consistency
- Soaking-duration verification
- Hardness repeatability
Hardness stability becomes especially important in pressure-retaining applications because uneven microstructure gradually affects stress distribution during thermal cycling.
Inspection Systems Reduce Long-Term Reliability Risks
Modern flange quality control extends well beyond external visual inspection.
Many structural discontinuities remain invisible externally while still affecting long-term pressure performance. Advanced manufacturing facilities therefore increasingly integrate inspection systems throughout the production cycle instead of depending only on final dispatch-stage certification.
Inspection technologies commonly used inside advanced forged flanges manufacturers operations include:
- Ultrasonic testing
- Magnetic particle inspection
- Dye penetrant examination
- Spectrochemical analysis
- Coordinate dimensional verification
- Hardness mapping
Ultrasonic inspection becomes particularly important in large-diameter forged flanges because internal discontinuities may gradually become fatigue-sensitive regions during repeated pressure fluctuation.
The strongest manufacturers increasingly use inspection data not only for certification purposes but also for improving manufacturing repeatability across large production batches.
One example of companies operating within this increasingly precision-focused industrial environment is Sendura Forge, where forged-component manufacturing aligns closely with modern metallurgical discipline, dimensional consistency, and industrial reliability expectations.
Industrial Buyers Are Demanding Greater Manufacturing Accountability
Modern engineering sectors operating high-pressure systems now evaluate suppliers according to far stricter technical expectations than earlier industrial generations.
Industrial procurement teams increasingly request:
- Material traceability records
- Mechanical test certification
- Heat-treatment documentation
- Ultrasonic inspection reports
- Chemical composition analysis
- Dimensional verification records
Global flange systems commonly follow standards such as ASME B16.5, ASME B16.47, ASTM A105, ASTM A182, MSS-SP specifications, and API-related compliance requirements.
This reflects the growing industrial emphasis on predictable operational reliability rather than basic dimensional compatibility.
As pressure systems continue operating under stronger thermal cycling and more demanding service conditions, flange manufacturers are increasingly evaluated according to process discipline and structural consistency throughout the manufacturing cycle.
Final Perspective
The growing industrial significance of sophisticated forged flange manufacturers is a result of the rise in demand for pressure-tight devices that can maintain sealability when placed in extremely difficult operating conditions.
Contemporary flange production requires strict adherence to the proper evaluation of materials, thermal processes, material shaping and deformation, machining, heat treatment processes, inspection procedures, and dimensional conformity throughout the whole manufacturing process.
With the ongoing increase in demands for tighter tolerances, greater pressure tolerance, and longer durability, modern forged flange manufacturers focus on achieving metallurgical consistency and manufacturing integrity without simply increasing the production rate.
Those forging flanges that ensure reliable sealability under harsh industrial conditions for many years are those that consistently develop their product quality through continuous refinement of their material grain structure, hardness, machining processes, and inspection techniques.